导读
摘要
风险提示:新能源汽车销量不达预期、政策支持不达预期、产业链成本降幅不达预期、数据统计口径不同等。
1 动力电池行业高速增长,中国电池企业崛起
1.1 十年增长超过一千倍,未来仍有很大发展空间
1.2 行业竞争加剧,产能结构性过剩
1.3 本土动力电池厂商崛起
2 政策端:鼓励企业做强,市场主导,扩大开放
2.1 竞争管理:从扶持做大转向鼓励做强,扩大对外开放、引入国际竞争
2.2 技术引导:部分技术指标已实现政策目标,未来或更多依赖市场选择
3 上游原材料:高镍三元正极、硅碳负极、陶瓷涂覆隔膜是未来趋势
3.1 正极材料:三元是主流,高镍化是趋势,NCA与国外仍有差距
3.2 负极材料:人造石墨是主流,硅碳负极是趋势
3.3 电解液:核心技术在添加剂
3.4 隔膜:湿法是主流,涂覆是趋势,长期创新在新型基材
4 中游封装:方形是当前主流,软包未来占比或提升
5 下游Pack:车企切入Pack领域,第三方Pack厂被边缘化
5.1 车企切入Pack领域成最大势力
5.2 企业布局无模组化、快充、低温改性技术
6 挑战与展望
6.1 解决里程焦虑:全固态、三元富锂电池值得关注
6.2 提高电池安全性:加强监管与事前预警
1 动力电池行业高速增长,中国电池企业崛起
1.1 十年增长超过一千倍,未来仍有很大空间
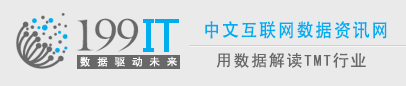
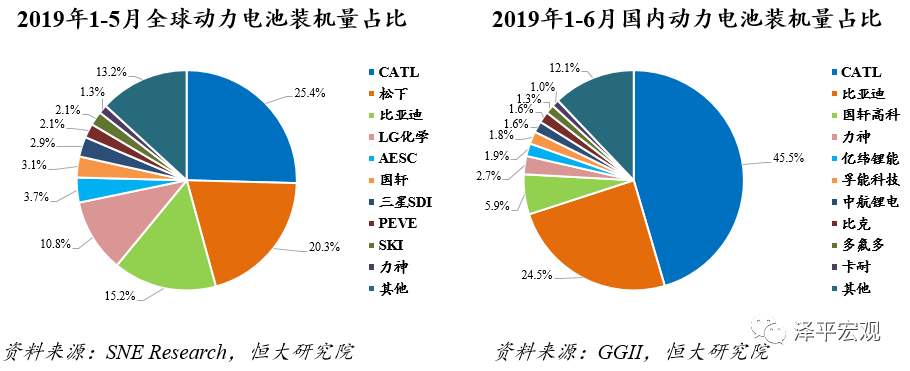
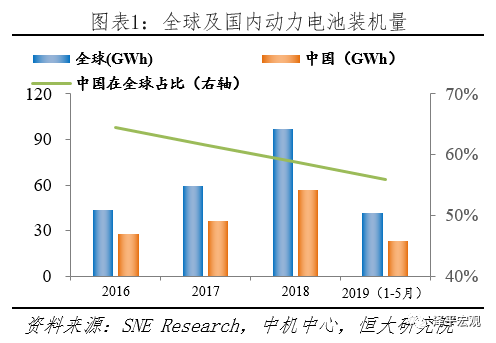
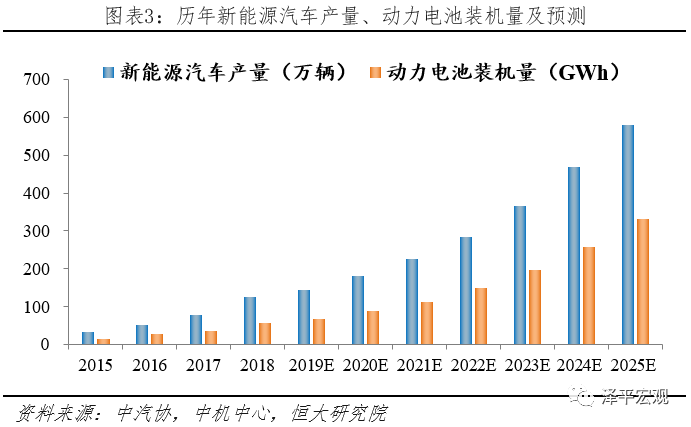
受益新能源汽车产销规模扩大及单车带电量提升,动力电池市场保持高速增长。据中机中心合格证数据统计,2009-2018年期间,我国动力电池装机量从0.028GWh增加到57.04GWh,十年增长超千倍,年复合增速达233.17%。据SNE Research和中机中心统计,2019年1-5月全球市场动力电池装机量为41.76GWh,同比增长78.00%;国内市场动力电池装机量为23.37GWh,同比增长83.94%。
行业仍有很大发展空间。按照2025年新能源汽车产量590万辆测算,动力电池需求量将达到330.6GWh,相比2018年57.07GWh,对应年复合增速为28.52%。
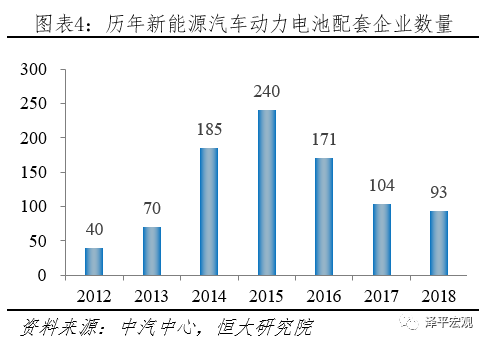
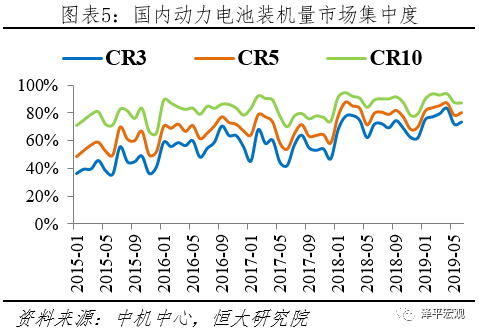
下游新能源汽车由导入期迈入成长期、补贴退坡、技术性能要求提升等因素加剧了电池行业优胜劣汰,市场集中度提升。据中汽中心统计,按照集团口径,2018年我国新能源汽车动力电池配套企业数量只有93家,相比2015年240家减少近2/3。据合格证数据统计,国内动力电池市场CR3、CR5、CR10份额自2015年起持续提升,2019年7月市场CR3、CR5、CR10分别占比84%、89%、94%,相比2015年1月36%、48%、71%分别提升48、41、23个百分点。
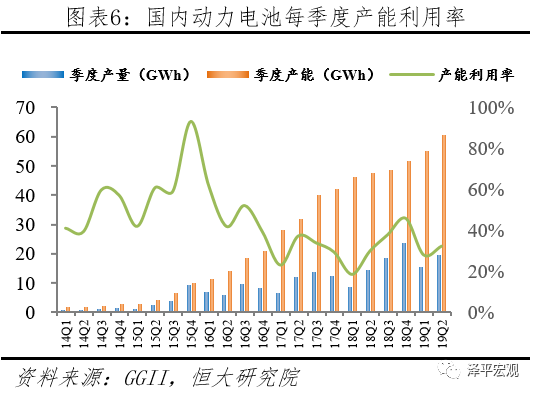
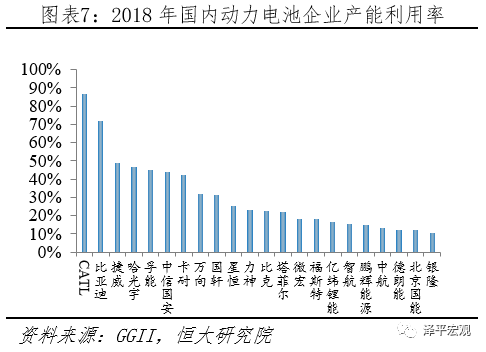
 整体产能过剩,结构性问题突出。由于行业规模效应、政策扶持、资本涌入等因素,我国动力电池产能扩张迅猛,当前产能严重过剩,且高端产能不足、低端产能利用率极低。据国家863电动车重大专项动力电池测试中心主任王子冬披露,2018年我国动力电池总产能达260GWh,销售仅50GWh。据GGII统计,2019Q2我国动力电池企业整体产能利用率只有32.4%,2018年龙头CATL产能利用率高达86%,而排名第3的捷威动力产能利用率只有49%不到一半,第10名星恒动力只有25%。
整体产能过剩,结构性问题突出。由于行业规模效应、政策扶持、资本涌入等因素,我国动力电池产能扩张迅猛,当前产能严重过剩,且高端产能不足、低端产能利用率极低。据国家863电动车重大专项动力电池测试中心主任王子冬披露,2018年我国动力电池总产能达260GWh,销售仅50GWh。据GGII统计,2019Q2我国动力电池企业整体产能利用率只有32.4%,2018年龙头CATL产能利用率高达86%,而排名第3的捷威动力产能利用率只有49%不到一半,第10名星恒动力只有25%。
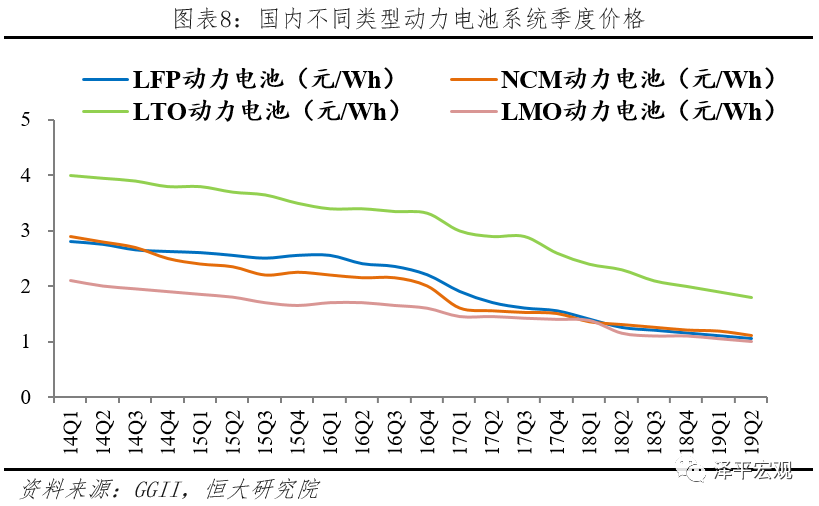
在竞争加剧、补贴退坡、规模效应等因素共同作用下,电池价格快速下降,部分已接近1元/Wh。目前国内动力电池系统按照材料体系划分主要有磷酸铁锂(LFP,正极材料)、三元镍钴锰(NCM,正极材料)、钛酸锂(LTO,负极材料)、锰酸锂(LMO,正极材料)四种。据统计,2014年第一季度LFP、NCM、LTO、LMO动力电池Pack售价分别为2.80、2.90、4.00、2.10元/Wh,截止到2019年第二季度售价分别下降到1.05、1.10、1.80、1.00元/Wh,对应下降幅度62.5%、62.0%、55.0%、52.4%。
1.3 本土动力电池厂商崛起
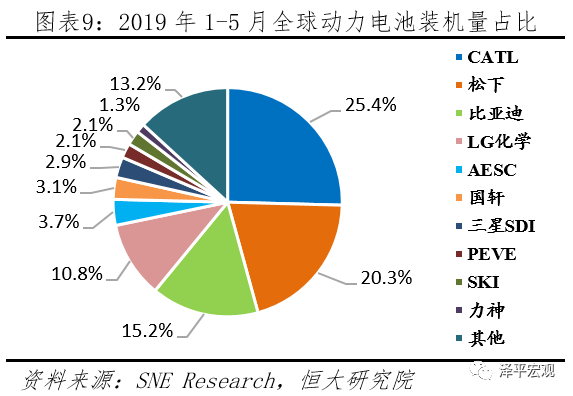
全球市场中本土动力电池厂商市场份额占比过半。据SNEResearch披露,2019年1-5月全球动力电池装机量TOP10企业分别为:CATL、松下、比亚迪、LG化学、AESC、国轩高科、三星SDI、PEVE、SKI、力神;前十名本土厂商占有五席,合计占据48.6%的市场份额,前五名本土厂商占有三席,CATL以25.4%市占率位列全球第一。
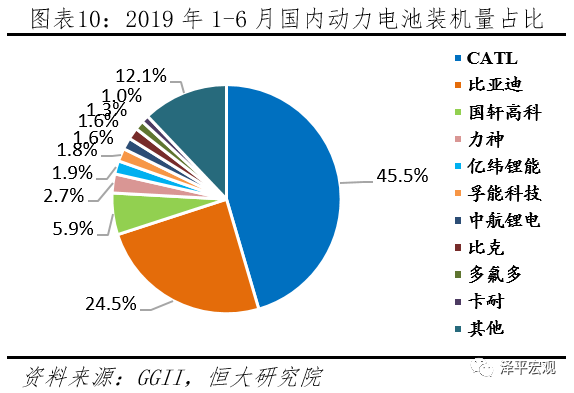
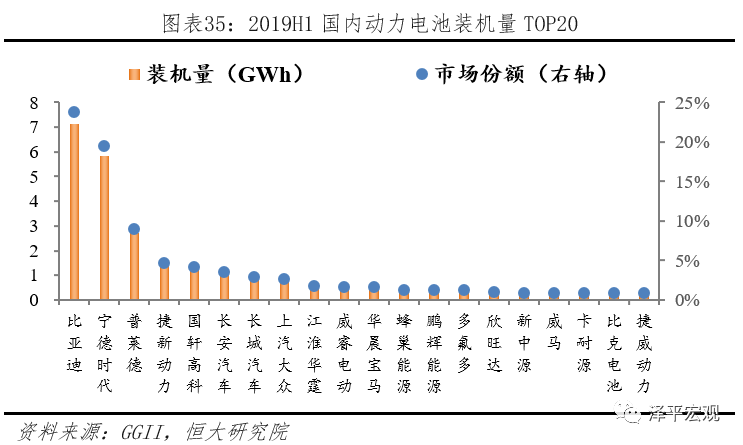
国内市场中本土厂商占据绝大多数市场份额。由于财政补贴、动力电池白名单等限制,外资在国内装机量很低。据GGII统计,2019年上半年国内动力电池装机量TOP10企业分别为CATL、比亚迪、国轩高科、力神、亿纬锂能、中航锂电、比克、多氟多和卡耐,皆为本土厂商,合计占据87.9%的市场份额。
2 政策端:鼓励企业做强,市场主导,扩大开放
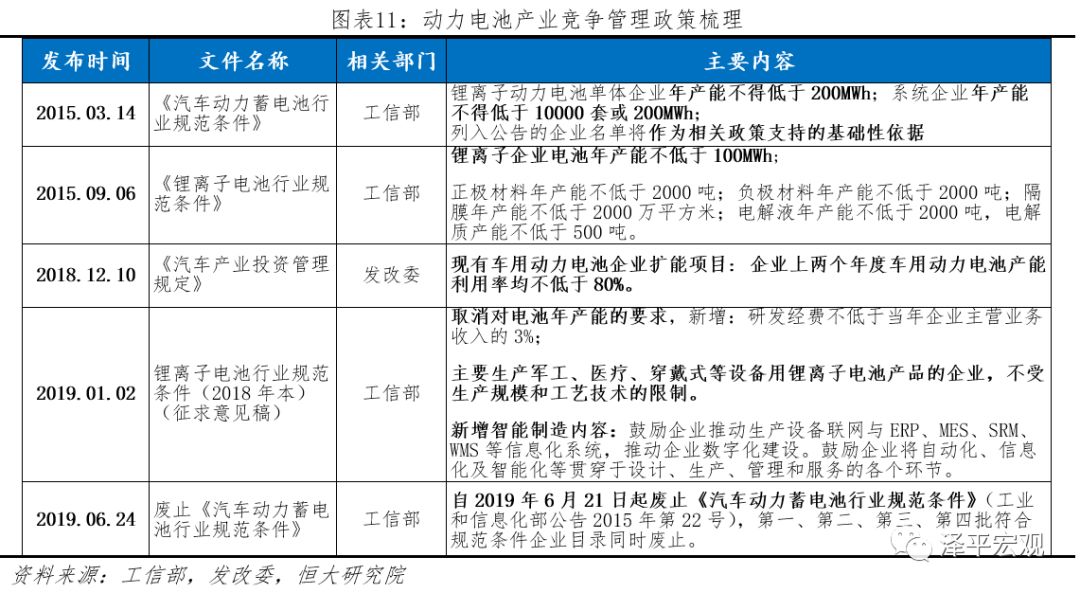
为引导我国动力电池产业健康持续发展,国家先后针对性出台近30项重大政策,主要集中在行业竞争管理、技术规划引导两方面。
2.1 竞争管理:从扶持做大转向鼓励做强,扩大对外开放、引入国际竞争
政府竞争管理政策导向主要分为两个阶段:
1)第一阶段为扶持企业做大。2015年5月工信部发布《汽车动力蓄电池行业规范条件》要求,动力电池单体企业年产能不得低于2亿Wh;2015年9月发布的《锂离子电池行业规范条件》,进一步细分到正极、负极、隔膜、电解液等四大原材料产能。此外,明确列入公告名单的企业将作为相关政策支持的基础性依据。2015年11月至2016年6月之间先后发布4批符合条件的企业目录(俗称动力电池白名单),共计57家厂商,主要是CATL、天津力神、国轩高科等国内企业。
未来LG化学、三星SDI等实力外资企业将重新进入中国市场,国内动力电池行业将迎来更加激烈的竞争,下游整车企业将有更多产品选择空间。
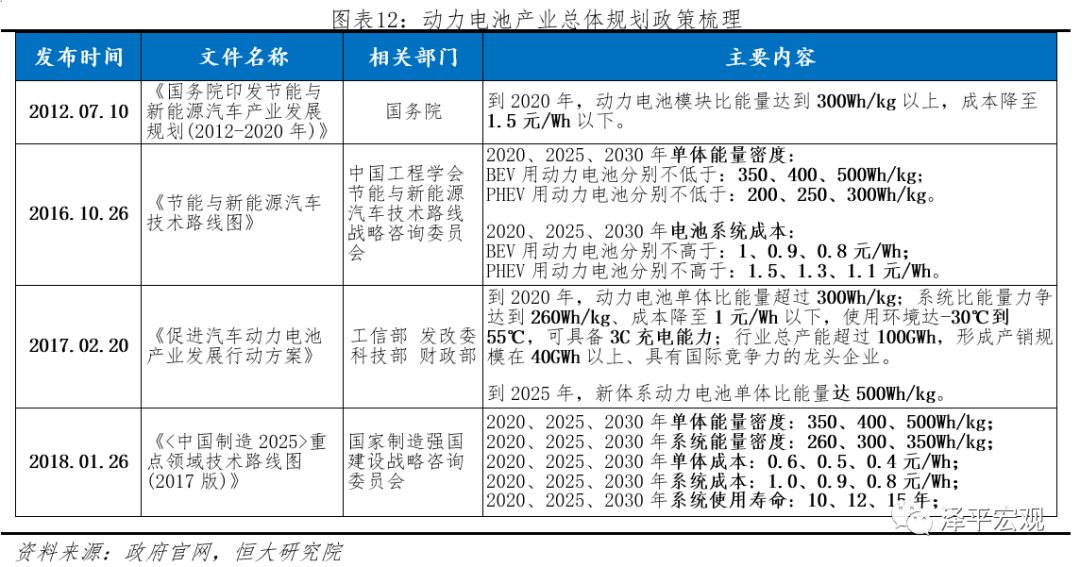
2.2 技术引导:部分技术指标已实现政策目标,未来或更多依赖市场选择
目前从产业发展情况来看,单体能量密度、循环寿命、充电倍率、使用寿命等性能指标均已达到甚至超过2020年政策目标,但Pack能量密度仍有较大距离。电池成本方面,目前三元电池均价约1.05元/Wh、磷酸铁锂电池均价约1元/Wh,三元电池价格仍略高于政策目标。
1)单体能量密度:部分达成。《促进汽车动力电池产业发展行动方案》(下称《促进方案》)提出2020年动力电池单体比能量大于300Wh/kg。2018年底我国量产动力电池单体比能量达265Wh/kg。天津力神2019年研发的NCA三元高比能量动力锂电池能量密度达303Wh/kg。
2)Pack能量密度:差距较大。《促进方案》提出到2020年Pack比能量达到260Wh/kg。据2019年第8批《新能源汽车推广应用推荐车型目录》统计,绝大部分Pack比能量在140-160Wh/kg之间,其中帝豪JHC7002BEV41纯电动轿车最高,Pack比能量182.44Wh/kg。
3)温度特性:龙头达标。《促进方案》指出,到2020年Pack使用环境需达到-30℃到55℃。据CATL官网披露,其电芯在-30℃到60℃下,各项性能稳定。
4)充电倍率:龙头达标。《促进方案》指出,到2020年动力电池系统可具备3C充电能力。据CATL官网披露,其开发的43Ah三元动力电池最大充电倍率可达4C。
5)循环寿命:龙头电芯寿命超预期。《<中国制造2025>重点领域技术路线图(2017版)》指出,到2020、2025、2030年Pack使用寿命达到10、12、15年。据CATL官网披露,其开发的长寿命电池单体可充电15000次,使用寿命长达15年(Pack寿命比电芯寿命短,部分企业在80%左右)。
 随着新能源汽车市场由导入期迈向成长期,以及过度追求高比能量导致的电池安全性等问题,未来政策对技术性能的引导作用或将进一步减弱,车企将更多依据消费者的实际需求来选择技术路线。在日前披露的《新能源汽车产业发展规划(2021-2035)》(征求意见稿)中,政策已经不再对动力电池的性能指标做具体的设计引导,而是强调企业在技术路线选择、产品产能布局等方面的主体地位。
随着新能源汽车市场由导入期迈向成长期,以及过度追求高比能量导致的电池安全性等问题,未来政策对技术性能的引导作用或将进一步减弱,车企将更多依据消费者的实际需求来选择技术路线。在日前披露的《新能源汽车产业发展规划(2021-2035)》(征求意见稿)中,政策已经不再对动力电池的性能指标做具体的设计引导,而是强调企业在技术路线选择、产品产能布局等方面的主体地位。
锂离子电池主要由四大原材料组成,分别是:正极、负极、隔膜、电解液。如图所示,充电时Li+从正极脱出,进入电解液中,嵌入负极,其中隔膜起着导通离子,阻隔电子的作用;反之放电时Li+从负极脱出,经电解液嵌入正极。
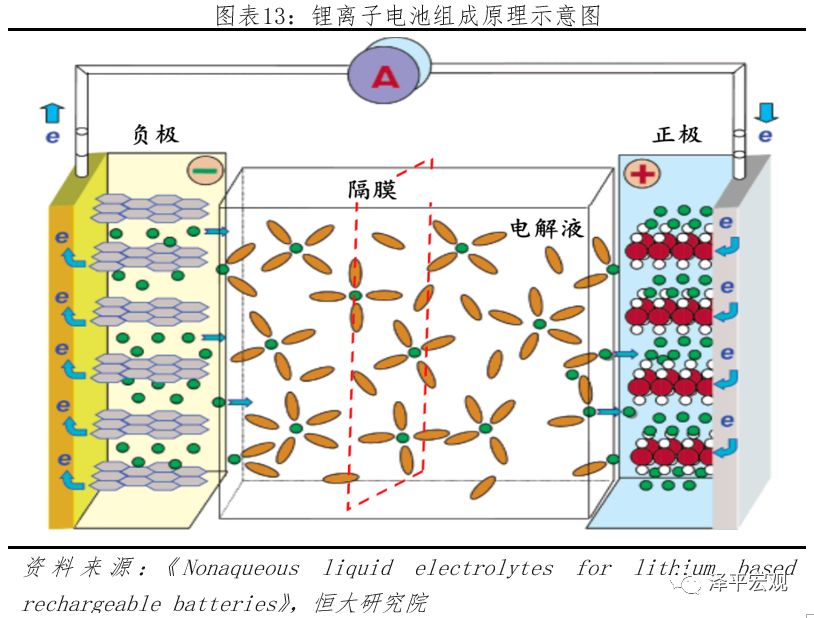 从锂离子动力电池的发展历史来看,能量密度更高、更安全、成本更低始终是发展锂电池的核心目标,这也对锂电池四大原材料正极、负极、隔膜、电解液的工艺和材料技术提出了更高的要求。本章主要对四大原材料当前的发展现状和技术趋势进行分析。
从锂离子动力电池的发展历史来看,能量密度更高、更安全、成本更低始终是发展锂电池的核心目标,这也对锂电池四大原材料正极、负极、隔膜、电解液的工艺和材料技术提出了更高的要求。本章主要对四大原材料当前的发展现状和技术趋势进行分析。
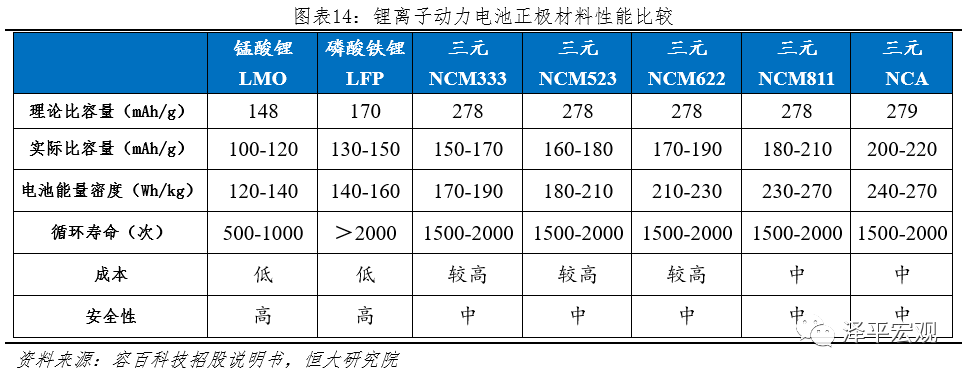
3.1 正极材料:三元是主流,高镍化是趋势,NCA与国外仍有差距
商用锂离子动力电池正极材料主要有锰酸锂、磷酸铁锂、三元体系,其中三元体系又可细分为镍钴锰NCM和镍钴铝NCA。三元材料在能量密度方面有明显优势,已成为应用主流。
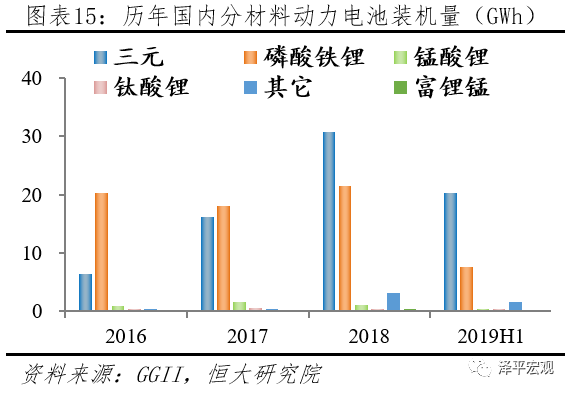
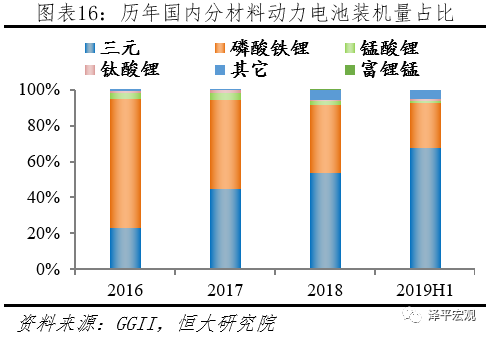
 由于动力电池财政补贴能量密度门槛提升及消费者对高续航新能源汽车的青睐,三元材料电池装机量占比持续提升。据GGII披露,2019年上半年三元体系动力电池装机量为20.22GWh,市占率达67.35%,较2016年提升44.46个百分点。
由于动力电池财政补贴能量密度门槛提升及消费者对高续航新能源汽车的青睐,三元材料电池装机量占比持续提升。据GGII披露,2019年上半年三元体系动力电池装机量为20.22GWh,市占率达67.35%,较2016年提升44.46个百分点。
 高镍三元材料(NCM811、NCA)具有高容量、低成本优势,各大动力电池企业均大力布局,目前仍处于产业化初期。国内动力电池巨头CATL、比亚迪、力神、亿纬锂能等均选择NCM811技术路线;国外巨头除松下外,三星SDI、SKI、LG化学均同时布局NCM811和NCA技术路线,国内NCA技术与国外仍有差距。目前高镍正极尚有安全性、生产工艺两方面需要改进。1)安全性方面,镍含量提升将导致电池热稳定性急剧下降。由于Ni化学活性强,三元材料热稳定性随着镍含量提升急剧降低。NCM811热稳定温度在230℃左右,远低于NCM333的310℃。2)生产工艺方面,高镍正极工艺复杂、对产品一致性要求更高。镍离子由于活性高、阳离子混排、碱性大等原因,在实际生产过程复杂,相比常规三元材料,三元高镍材料需要成
高镍三元材料(NCM811、NCA)具有高容量、低成本优势,各大动力电池企业均大力布局,目前仍处于产业化初期。国内动力电池巨头CATL、比亚迪、力神、亿纬锂能等均选择NCM811技术路线;国外巨头除松下外,三星SDI、SKI、LG化学均同时布局NCM811和NCA技术路线,国内NCA技术与国外仍有差距。目前高镍正极尚有安全性、生产工艺两方面需要改进。1)安全性方面,镍含量提升将导致电池热稳定性急剧下降。由于Ni化学活性强,三元材料热稳定性随着镍含量提升急剧降低。NCM811热稳定温度在230℃左右,远低于NCM333的310℃。2)生产工艺方面,高镍正极工艺复杂、对产品一致性要求更高。镍离子由于活性高、阳离子混排、碱性大等原因,在实际生产过程复杂,相比常规三元材料,三元高镍材料需要成
本更高的LiOH、纯氧气氛、专门的除湿设备、水洗工艺除掉表面残碱等。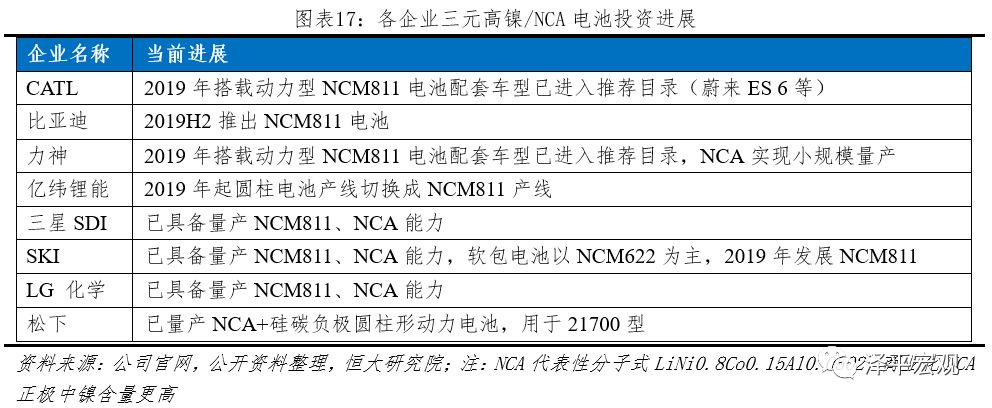
3.2 负极材料:人造石墨是主流,硅碳负极是趋势
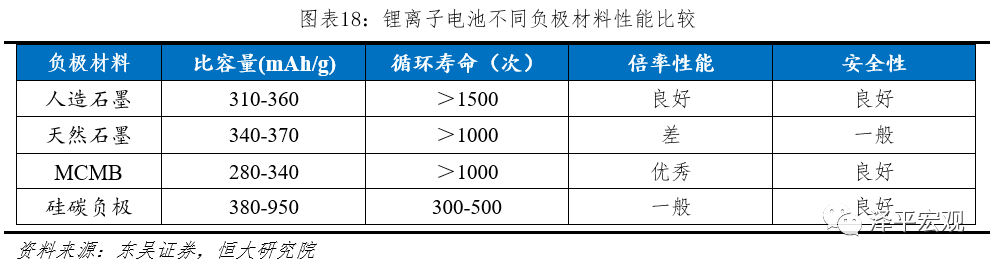
锂离子电池负极材料主要有人造石墨、天然石墨、中间相碳微球(MCMB)、硅碳负极四种。其中MCMB由于克容量较低、生产过程需要消耗大量有机溶剂,且成品率很低,导致成本偏高,应用有限。硅碳负极比容量最高,但是循环、倍率性能差,尚待改进;天然石墨容量密度比人造石墨高,但是循环、倍率性能较差;综合比较,人造石墨性能最优。
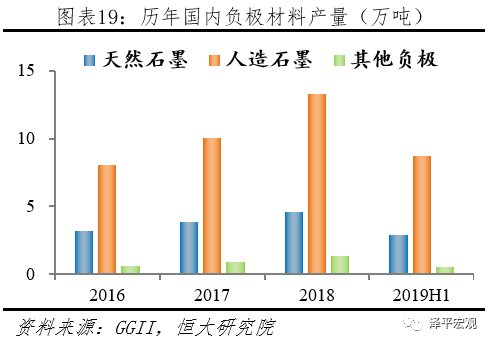
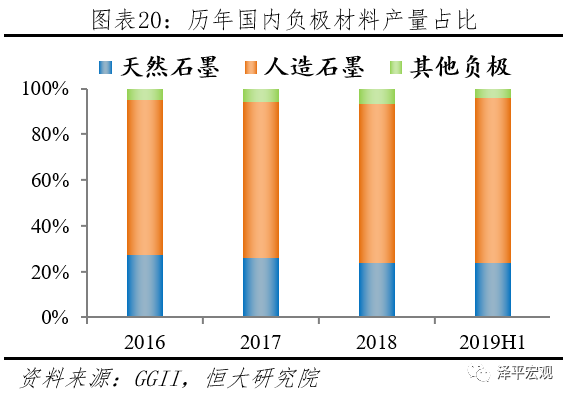
当前负极材料应用以人造石墨为主、天然石墨为辅。据GGII统计,2019上半年我国人造石墨、天然石墨、其他负极产量分别为87500、28800、5000吨,对应占比72.14%、23.74%、4.12%,人造石墨占比超过7成。从趋势上看,人造石墨市场占比缓慢提升,从2016年到2019H1增加4.29个百分点。
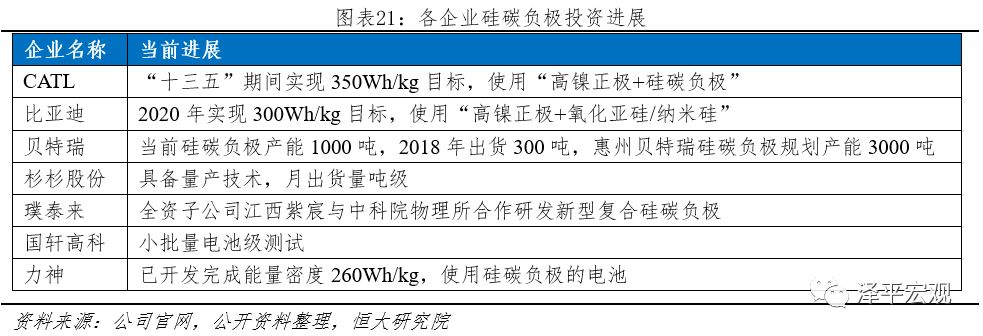
碳负极有望成为下一代负极材料。商用化石墨负极实际容量已接近理论值372mAh/g,提升空间有限,急需寻找新的替代材料。Si单质由于充电过程中体积膨胀大(接近300%,石墨10%),首次充电效率低、材料加工成本高、导电率差等缺点,无法单独作为负极,但是其超高的理论容量(4200mAh/g)可成为理想的添加剂,碳负极中加入少量Si(5-10%)可显著提升容量,硅碳负极有望成为下一代负极材料,各企业纷纷布局。国外松下硅碳负极技术领先,在2013年即实现量产(NCR18650),特斯拉Model 3用动力电池即采用硅碳负极。
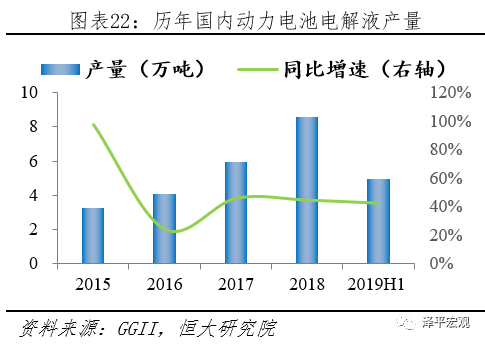
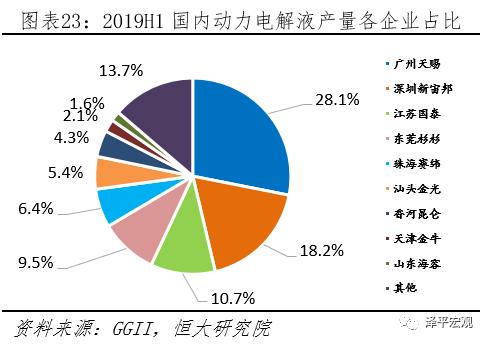
在新能源汽车产业带动下,动力电池电解液行业保持高速增长。电解液号称锂离子电池的“血液”,导通电池正负极,对锂离子电池的工作温度、循环效率、安全性能、倍率性能等影响重大。据GGII披露,国内动力电池电解液产量从2015年3.26万吨,增长到2018年8.59万吨,年复合增长率38.12%。2019上半年国内动力电池电解液产量4.95万吨,同比增长42.67%;前9名市场份额稳定,由高到低分别是广州天赐、深圳新宙邦、江苏国泰华荣、东莞杉杉、珠海赛纬、汕头金光、香河昆仑、天津金牛、山东海容;前三名合计占比57%,超过一半。
 添加剂是电解液企业核心竞争力。电解液由溶剂、锂盐、添加剂三部分组成,其中溶剂、锂盐成分稳定,分别是DMC和LiFP6,添加剂品种多样,是企业核心技术竞争力。常用电解液添加剂主要有四种:SEI成膜添加剂、导电添加剂、过充保护添加剂、低温改性添加剂,对应提升动力电池的循环、倍率、安全、低温性能。
添加剂是电解液企业核心竞争力。电解液由溶剂、锂盐、添加剂三部分组成,其中溶剂、锂盐成分稳定,分别是DMC和LiFP6,添加剂品种多样,是企业核心技术竞争力。常用电解液添加剂主要有四种:SEI成膜添加剂、导电添加剂、过充保护添加剂、低温改性添加剂,对应提升动力电池的循环、倍率、安全、低温性能。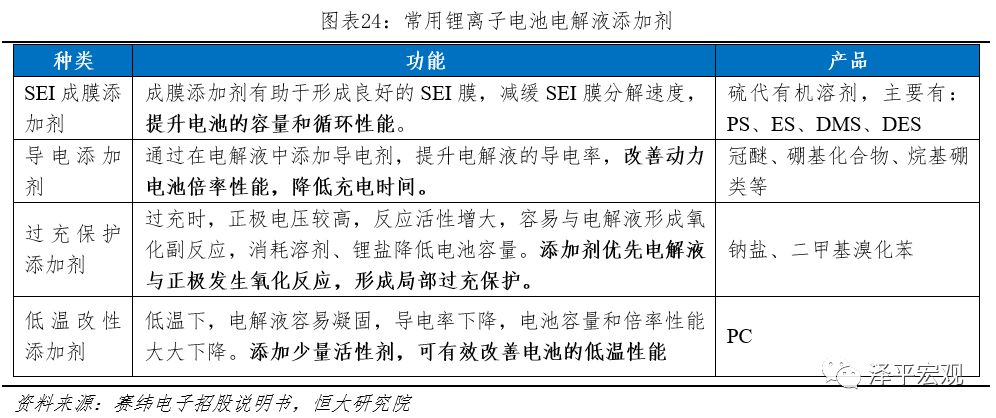
隔膜在动力电池中,起着隔离电子防止短路,导通离子形成回路的作用,直接影响着电池的充电快慢和安全性。锂离子电池用隔膜生产工艺有干法和湿法两种,由于工艺差别较大(干法属于物理法,湿法属于化学法),两种生产出来的隔膜各性能参数有所不同。干法除了工艺简单、成本低廉、熔点更高等优势外,无论是在厚度、拉伸强度、孔隙率、安全性等方面皆比不上湿法隔膜。
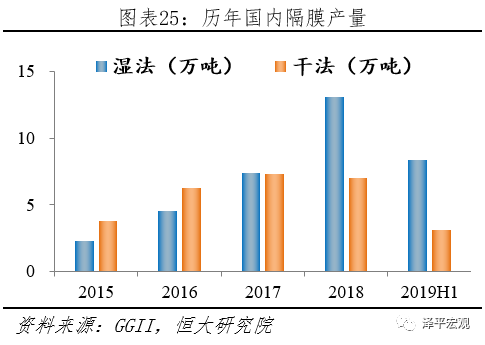
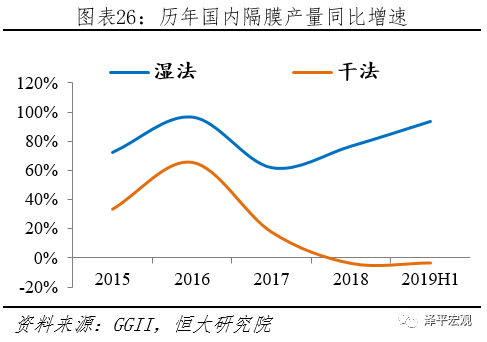
湿法隔膜是当前主流,占比逐年提升。据GGII披露,2019上半年我国隔膜总产量11.5万吨,其中湿法、干法分别生产8.39、3.11万吨,同比增速93.54%、-3.74%。从趋势上看,湿法隔膜市场占比逐年提升,从2015年38.05%增加到2019上半年72.96%。在动力电池领域,湿法隔膜在性能和安全性上有着超越干法的显著优势,更能够适应当前动力电池高能量密度化发展趋势。
 湿法隔膜相较干法隔膜虽存在诸多优势,但其也存在熔断温度低、耐热性差,高温收缩率高等缺点。为改善湿法隔膜性能,目前主流工艺是在基膜表面涂覆一层陶瓷材料,利用陶瓷的刚性支撑提升隔膜的热稳定性、改善机械强度提高其耐刺穿能力,涂覆工艺日益受到重视。
湿法隔膜相较干法隔膜虽存在诸多优势,但其也存在熔断温度低、耐热性差,高温收缩率高等缺点。为改善湿法隔膜性能,目前主流工艺是在基膜表面涂覆一层陶瓷材料,利用陶瓷的刚性支撑提升隔膜的热稳定性、改善机械强度提高其耐刺穿能力,涂覆工艺日益受到重视。
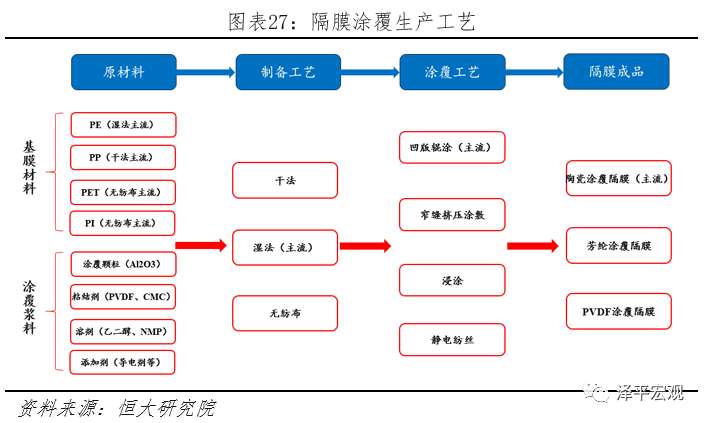 除采用涂覆技术外,由于干法、湿法隔膜分别采用PP、PE材料做基膜,材料耐温性能受限,适宜工作温度在150℃以下;采用PET(熔点225℃)和PI(熔点>500℃)材料做基膜,耐温性更佳的无纺布基膜值得重视。
除采用涂覆技术外,由于干法、湿法隔膜分别采用PP、PE材料做基膜,材料耐温性能受限,适宜工作温度在150℃以下;采用PET(熔点225℃)和PI(熔点>500℃)材料做基膜,耐温性更佳的无纺布基膜值得重视。
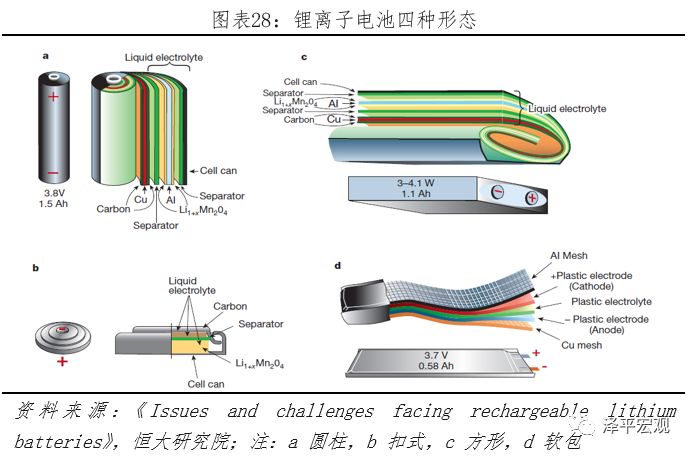
锂离子电池按照封装形态可分为圆柱、扣式、方形、软包四种,其中扣式基本只在实验室测试使用。
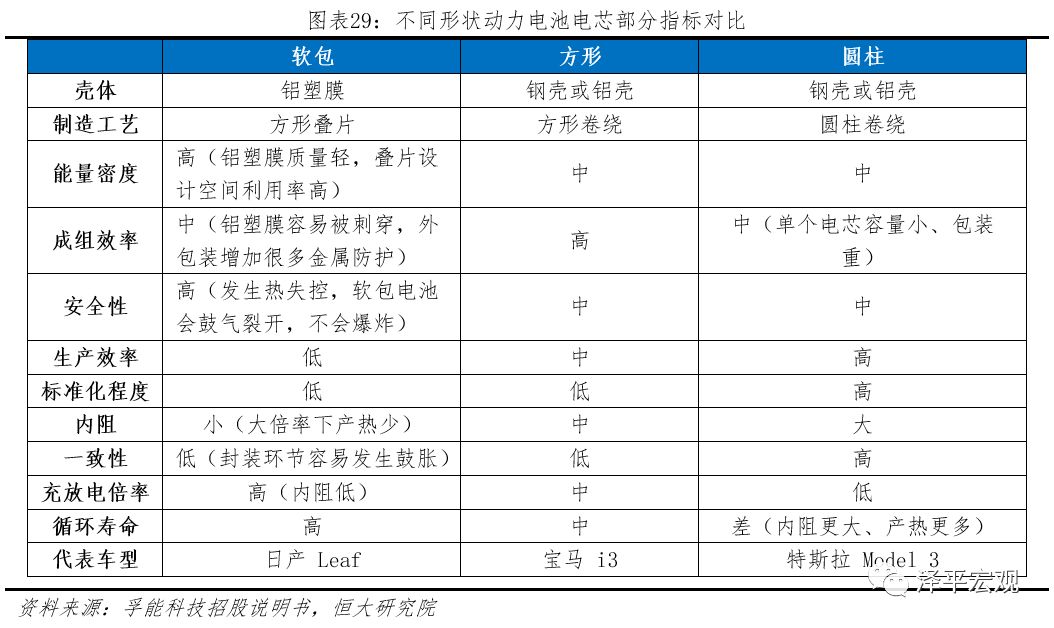
 三种形状电池各有优劣,其中软包电池在能量密度、安全性、倍率性能方面优势突出,但是生产效率低,产品一致性差,价格昂贵;方形电池成组效率高,综合性能好,工艺成熟,但是安全性差、标准化程度低,能量密度偏低等问题突出;圆柱电池虽然工艺成熟,一致性高,但是电池内阻大、倍率、循环性能差,单个电芯容量小成组效率低。
三种形状电池各有优劣,其中软包电池在能量密度、安全性、倍率性能方面优势突出,但是生产效率低,产品一致性差,价格昂贵;方形电池成组效率高,综合性能好,工艺成熟,但是安全性差、标准化程度低,能量密度偏低等问题突出;圆柱电池虽然工艺成熟,一致性高,但是电池内阻大、倍率、循环性能差,单个电芯容量小成组效率低。
 方形动力电池是当前市场主力,占比超过八成。据真锂研究统计,2019年上半年国内动力电池装机量29.80GWh,其中方形、软包、圆柱动力电池装机量分别为24.56、2.60、2.65GWh,对应占比82.4%、8.7%、8.9%。从趋势上看,方形占比持续提升,从2016年67.60%提升到2019H1的82.4%。因沃特玛“爆雷”,圆柱占比在2017年之后急剧缩小。
方形动力电池是当前市场主力,占比超过八成。据真锂研究统计,2019年上半年国内动力电池装机量29.80GWh,其中方形、软包、圆柱动力电池装机量分别为24.56、2.60、2.65GWh,对应占比82.4%、8.7%、8.9%。从趋势上看,方形占比持续提升,从2016年67.60%提升到2019H1的82.4%。因沃特玛“爆雷”,圆柱占比在2017年之后急剧缩小。
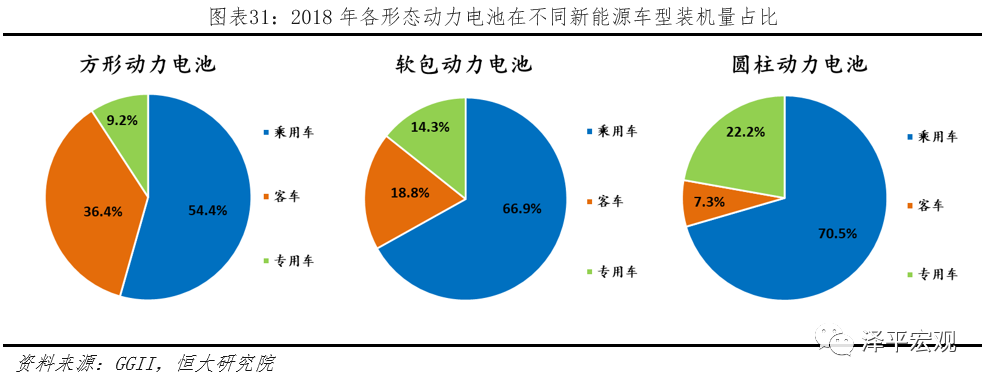
 方形、软包、圆柱在不同车型上占比差异较大。据GGII统计2018年三种形态动力电池在乘用车、客车、专用车的装机量占比,其中方形分别为54.4%、36.4%、9.2%,圆柱为70.5%、7.3%、22.2%,软包为66.9%、18.8%、14.3%。对比发现:1)方形动力电池在专用车上的占比较低,主要是由于方形电池龙头CATL的客户基本都是乘用车和客车企业;2)圆柱动力电池在客车上占比较低,一方面是由于客车电池组能量200-300KWh(乘用车40-60KWh),而圆柱电芯单体能量较小,如果使用圆柱电池,需要的电池单体数量太大、难以管理,另一方面是由于国内圆柱动力电池主要采用三元材料,价格昂贵,用于客车上不经济。
方形、软包、圆柱在不同车型上占比差异较大。据GGII统计2018年三种形态动力电池在乘用车、客车、专用车的装机量占比,其中方形分别为54.4%、36.4%、9.2%,圆柱为70.5%、7.3%、22.2%,软包为66.9%、18.8%、14.3%。对比发现:1)方形动力电池在专用车上的占比较低,主要是由于方形电池龙头CATL的客户基本都是乘用车和客车企业;2)圆柱动力电池在客车上占比较低,一方面是由于客车电池组能量200-300KWh(乘用车40-60KWh),而圆柱电芯单体能量较小,如果使用圆柱电池,需要的电池单体数量太大、难以管理,另一方面是由于国内圆柱动力电池主要采用三元材料,价格昂贵,用于客车上不经济。
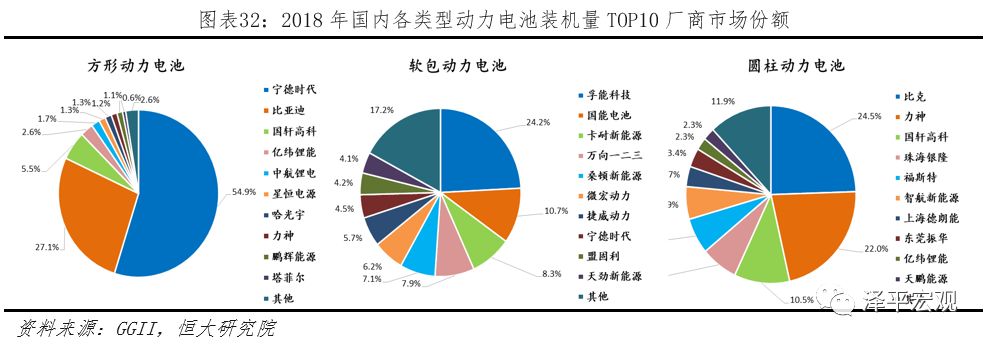
 从市场集中度来看,方形最高、圆柱次之、软包最低。据GGII统计2018年国内各形态动力电池市场集中度,方形动力电池最高,基本被CATL和比亚迪两家垄断,合计占比82.0%;圆柱动力电池次之,比克、力神领先优势明显,合计占比46.5%;软包动力电池市场集中度最低,孚能科技、卡耐等市场份额相对较高,总体各企业间市占率差别较小。
从市场集中度来看,方形最高、圆柱次之、软包最低。据GGII统计2018年国内各形态动力电池市场集中度,方形动力电池最高,基本被CATL和比亚迪两家垄断,合计占比82.0%;圆柱动力电池次之,比克、力神领先优势明显,合计占比46.5%;软包动力电池市场集中度最低,孚能科技、卡耐等市场份额相对较高,总体各企业间市占率差别较小。
 成组效率不佳、成本偏高、产品一致性差等问题造成软包电池商业化进程偏慢,但软包电池的高能量密度、高安全性、高倍率特性使得软包具有很大的发展潜力。在消费领域,软包电池渗透率就超过70%。目前全球软包电池巨头LG化学等纷纷扩大产能,开发的软包电池已应用于日产、通用、大众、雷诺、现代、戴姆勒等主流车企。据EV sales统计,2018年全球新能源乘用车销量TOP10车型,软包电池配套占2款;销量TOP10车企中7家已采用软包动力电池方案。据GGII统计,2018年国内新能源乘用车上软包动力电池装机达5.1GWh,占比15.4%。随着配套软包电池新车型发布,预计软包未来市场占比提升。
成组效率不佳、成本偏高、产品一致性差等问题造成软包电池商业化进程偏慢,但软包电池的高能量密度、高安全性、高倍率特性使得软包具有很大的发展潜力。在消费领域,软包电池渗透率就超过70%。目前全球软包电池巨头LG化学等纷纷扩大产能,开发的软包电池已应用于日产、通用、大众、雷诺、现代、戴姆勒等主流车企。据EV sales统计,2018年全球新能源乘用车销量TOP10车型,软包电池配套占2款;销量TOP10车企中7家已采用软包动力电池方案。据GGII统计,2018年国内新能源乘用车上软包动力电池装机达5.1GWh,占比15.4%。随着配套软包电池新车型发布,预计软包未来市场占比提升。

5.1 车企切入Pack领域成最大势力
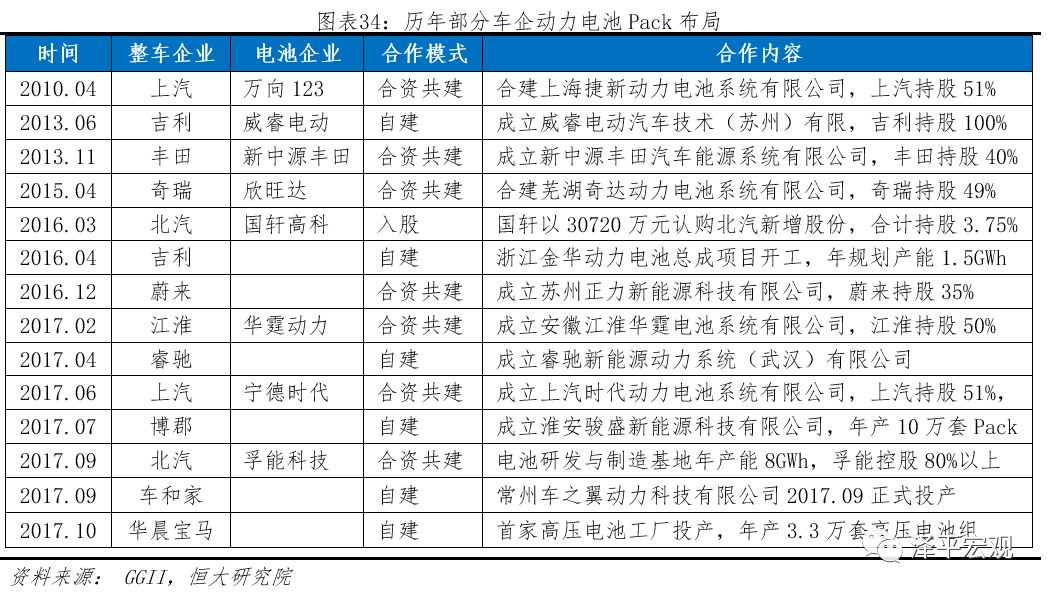
整车厂纷纷切入Pack领域。一方面,由于Pack的定制化属性,在市场竞争加剧的情况下,整车厂切入Pack领域,可有效提升电池安全性和整车竞争力;另一方面,在补贴退坡背景下,车厂降成本意愿强烈,切入Pack领域,可有效降低成本。因此上汽、北汽等整车厂纷纷布局Pack业务,例如上汽在2010、2017年分别与万向123、CATL合资共建Pack公司,皆持股51%。
 整车背景的Pack厂占整体市场的比例超过50%。动力电池Pack企业按照背景可分为整车厂、电芯厂、第三方Pack厂三种。据GGII统计,2019上半年共有130家PACK企业,TOP20企业合计装机25.48GWh,占比84.9%。TOP20厂商中整车厂占11家,分别是比亚迪、捷新动力、长安汽车、长城汽车、上汽大众、江淮华霆、威睿电动、华晨宝马、蜂巢能源、新中源丰田、威马汽车,约占TOP20市场份额54.4%,占整体市场45.9%;电芯厂7家,分别是宁德时代、国轩高科、鹏辉能源、多氟多新能源、卡耐新能源、比克电池、捷威动力,约占TOP20市场份额33.9%,占整体市场29.0%;第三方PACK厂仅有普莱德、欣旺达两家,约占TOP20企业市场份额11.7%,占整体市场10.0%。
整车背景的Pack厂占整体市场的比例超过50%。动力电池Pack企业按照背景可分为整车厂、电芯厂、第三方Pack厂三种。据GGII统计,2019上半年共有130家PACK企业,TOP20企业合计装机25.48GWh,占比84.9%。TOP20厂商中整车厂占11家,分别是比亚迪、捷新动力、长安汽车、长城汽车、上汽大众、江淮华霆、威睿电动、华晨宝马、蜂巢能源、新中源丰田、威马汽车,约占TOP20市场份额54.4%,占整体市场45.9%;电芯厂7家,分别是宁德时代、国轩高科、鹏辉能源、多氟多新能源、卡耐新能源、比克电池、捷威动力,约占TOP20市场份额33.9%,占整体市场29.0%;第三方PACK厂仅有普莱德、欣旺达两家,约占TOP20企业市场份额11.7%,占整体市场10.0%。
5.2 企业布局无模组化、快充、低温改性技术
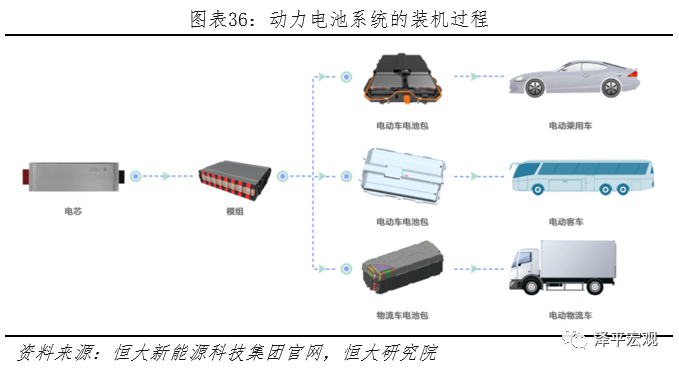
单个电芯电压低、容量小,远不能满足电动汽车高压驱动、长续航要求,故在电动汽车上应用的不是单个电芯,而是由大量电芯组成模组,再由若干模组组成的动力电池Pack。
5.2.1 无模组技术显著提升能量密度、降低电池成本
模组组装作为承上启下的中间环节,主要作用有四个:1)提升组装效率。将电芯设计成固定的几种标准化尺寸,组装效率高,更利于Pack的结构设计;2)抑制体积膨胀。模组结构件提前施加预紧力,有效控制电芯充放电过程中由于Li+插层和产气副反应引起的体积膨胀对周围事物造成的挤压效应;3)增加安全性。模组上装有传感器,实施监控电芯状态;4)降低维修成本。模组上装有传感器,可快速定位故障位置,只用替换部分模组,不用更换整个电池包。
5.2.2 快充技术解决充电痛点
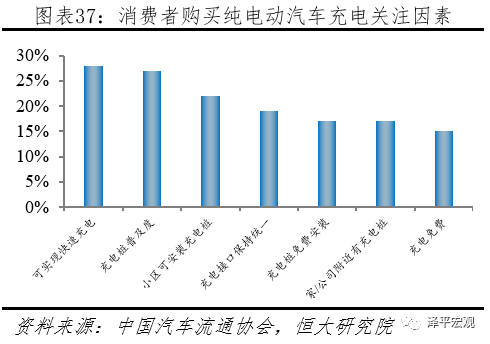
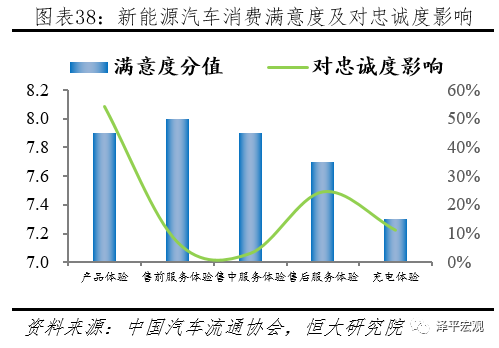
相比燃油车3分钟加油、5分钟出站,电动汽车一般30分钟左右才能充到80%,算上排队等候时间则需要更久。充电体验差极大地限制了电动汽车推广进程。2019年8月,中国汽车流通协会发布的《2019新能源汽车消费市场研究报告》调查显示:1)新能源汽车在考虑充电时,快充关注度最高,达到了27.7%;2)新能源车用户对充电体验满意度最低,只有7.3分,说明充电体验已成为他们的核心痛点。
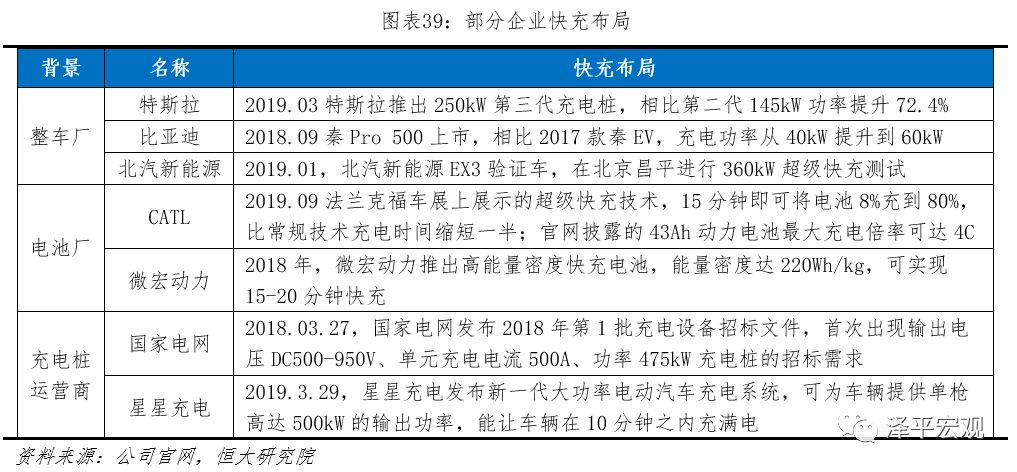
 快充技术日益受到产业链重视,不同背景的上下游企业纷纷布局。整车厂特斯拉今年3月份推出其第三代超级充电桩,充电功率250kW,相比二代充电桩功率提升72.4%;电池厂CATL在今年9月法兰克福展会上展示了其超级快充技术,15分钟可将电池从8%充到80%,相比常规充电技术时间缩短一半;充电桩运营商国家电网,在其2018年3月招标文件中首次出现475kW充电桩招标需求。
快充技术日益受到产业链重视,不同背景的上下游企业纷纷布局。整车厂特斯拉今年3月份推出其第三代超级充电桩,充电功率250kW,相比二代充电桩功率提升72.4%;电池厂CATL在今年9月法兰克福展会上展示了其超级快充技术,15分钟可将电池从8%充到80%,相比常规充电技术时间缩短一半;充电桩运营商国家电网,在其2018年3月招标文件中首次出现475kW充电桩招标需求。
5.2.3 低温改性技术改善汽车冬季续航
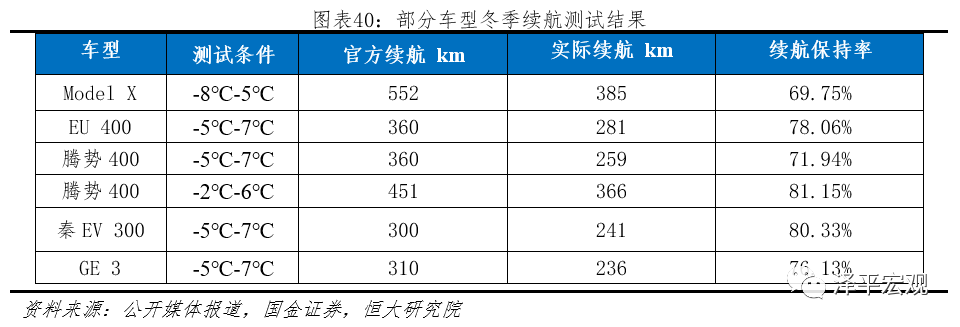
低温不仅降低材料的反应活性,而且会造成电解液凝固、离子迁移率降低、极化电压增大等。应用到动力电池,低温就会造成:1)放电容量降低(部分Li+来不及反应);2)倍率性能下降(电解液接近凝固,离子迁移率下降);3)放电平台降低(电池阻抗增加,极化电压增大)。根据部分代表车型冬季续航测试结果可以发现,在0℃左右的情况下,电动车续航会下降20-30%左右。
 各企业布局低温改性技术,改善电动车冬季续航。电解液厂国泰华荣针对性开发低温电解液,公司搭载该款电解液电池产品,-40°C、0.2C放电容量大于90%,0.5C放电容量大于80%。电池厂国轩高科,针对高寒低区开发的低温动力电池,-40℃放电容量可达到常温90%。整车厂蔚来、比亚迪等在其最新车型均搭载智能温控系统,在低温下启动PTC加热电池组。
各企业布局低温改性技术,改善电动车冬季续航。电解液厂国泰华荣针对性开发低温电解液,公司搭载该款电解液电池产品,-40°C、0.2C放电容量大于90%,0.5C放电容量大于80%。电池厂国轩高科,针对高寒低区开发的低温动力电池,-40℃放电容量可达到常温90%。整车厂蔚来、比亚迪等在其最新车型均搭载智能温控系统,在低温下启动PTC加热电池组。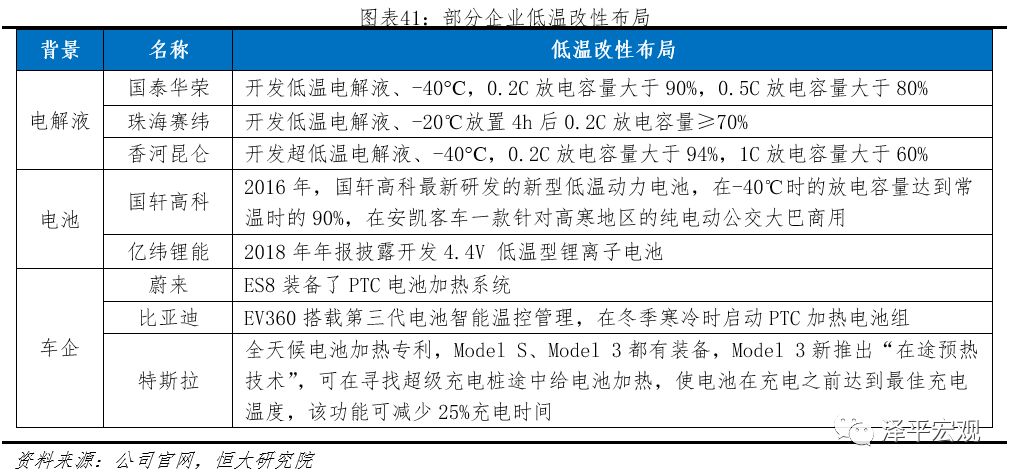
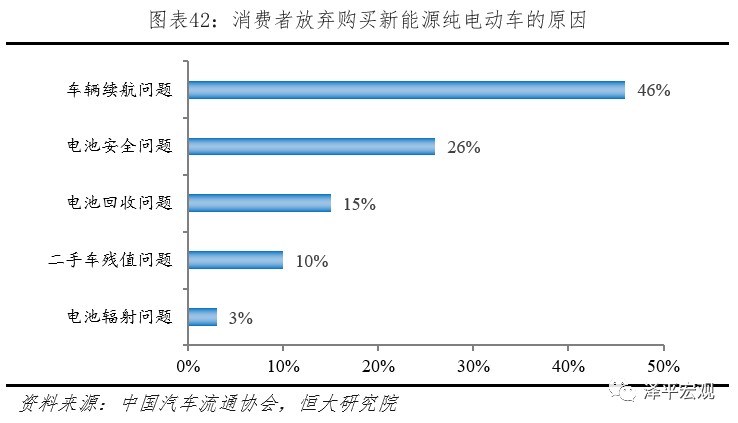
2019年8月中国汽车流通协会发布《2019新能源汽车消费市场研究报告》显示,车辆续航、电池安全、电池回收是消费者放弃购买新能源汽车三大主要因素,合计占比87%。未来这些消费者关心的行业痛点能够被解决吗?
6.1 解决里程焦虑:全固态、三元富锂电池值得关注
《2019新能源汽车消费市场研究报告》显示,电动车续航问题是消费者放弃购买纯电动车主因,占比高达46%。在整车空间和质量约束条件下,提高电池能量密度是增加电动车续航最好的办法。
为此,政府先后出台多项文件对动力电池能量密度提出规划。2017年2月,工信部联合其他部委发布《促进汽车动力电池产业发展行动方案》指出,到2020、2025年,动力电池单体比能量分别达到300、500Wh/kg;2018年1月,国家制造强国建设战略咨询委员会发布《<中国制造2025>重点领域技术路线图(2017版)》指示,到2020、2025、2030年单体能量密度分别达到350、400、500Wh/kg。2019年1月工信部苗圩部长在“中国电动汽车百人会论坛(2019)”上披露,截止到2018年底我国量产的动力电池单体能量密度已达到265Wh/kg,基本达成2020目标。
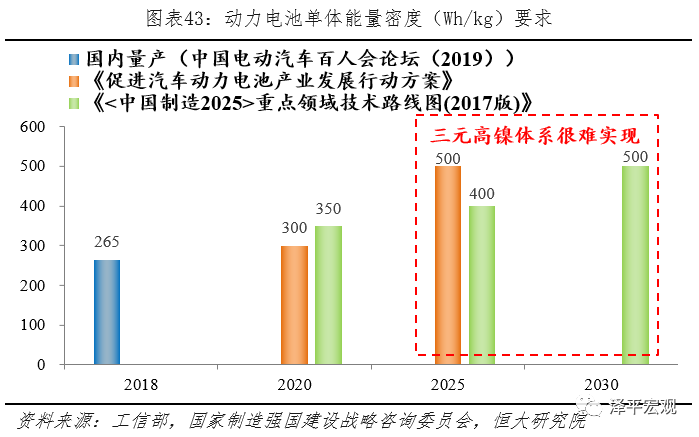 目前三元高镍体系能够实现2020年动力电池单体能量密度目标,但2025、2030年目标有待新技术突破,全固态、三元富锂值得关注。理论上能够实现更高容量目标的技术有五种:全固态电池、三元富锂正极、锂空气电池、锂硫电池、氢燃料电池,其中前两者具有一定的产业化基础,后三者还有很长一段路要走。全固态电池有两大优势:1)安全性更高,使用的是全固态电解质,不易燃、不易发生副反应;2)能量密度更高,负极可采用金属锂,容量更高和电压更高。三元富锂正极也有两大优势:1)电池容量更高,理论容量较NCM811高20-35%;2)电压平台更高,综合放电平台在4.0-4.2V之间,比当前三元3.6V更高。
目前三元高镍体系能够实现2020年动力电池单体能量密度目标,但2025、2030年目标有待新技术突破,全固态、三元富锂值得关注。理论上能够实现更高容量目标的技术有五种:全固态电池、三元富锂正极、锂空气电池、锂硫电池、氢燃料电池,其中前两者具有一定的产业化基础,后三者还有很长一段路要走。全固态电池有两大优势:1)安全性更高,使用的是全固态电解质,不易燃、不易发生副反应;2)能量密度更高,负极可采用金属锂,容量更高和电压更高。三元富锂正极也有两大优势:1)电池容量更高,理论容量较NCM811高20-35%;2)电压平台更高,综合放电平台在4.0-4.2V之间,比当前三元3.6V更高。
6.2 提高电池安全性:加强监管与事前预警
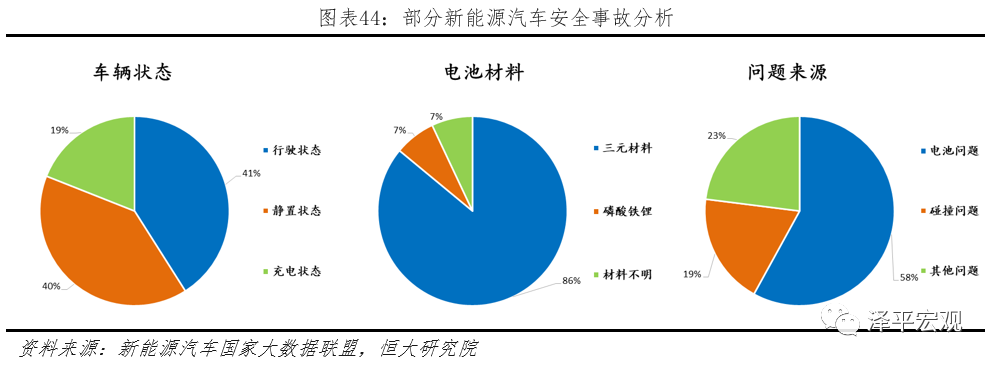
《2019新能源汽车消费市场研究报告》显示,电池安全问题是消费者放弃购买纯电动车第二大因素,占比高达26%。2019年8月,新能源汽车国家大数据联盟发布《新能源汽车国家监管平台大数据安全监管成果报告》披露,自2019年5月起到报告发布前,新能源汽车国家监管平台共发现79起安全事故,涉及车辆96辆。从车辆状态看,在已查明状态的车辆中,41%处在行驶状态、40%处在静置状态、19%处在充电状态;从电池材料看,86%使用三元(与三元材料市场占比高有关)、7%使用磷酸铁锂、7%电池类型不确定;从原因来看,在已查明起火原因的车辆中,58%车辆起火源于电池问题,19%车辆起火源于碰撞问题,剩余部分车辆起火源于浸水、零部件故障、使用问题等原因。
 我们认为新能源汽车安全性问题突出,主要原因有五个:
我们认为新能源汽车安全性问题突出,主要原因有五个:
1)监管缺乏,部分事故可提前避免。《新能源汽车国家监管平台大数据安全监管成果报告》显示,发现的79起新能源汽车安全事故中,接入国家监管平台的事故车辆有47辆,28起事故在发生前10天内,已经被监管平台预警提醒。
2)技术不够成熟,且参差不齐。2019年6月,某造车新势力宣布召回搭载在2018年4月至10月期间生产动力电池包的电动汽车,规模达数千辆,主要原因是搭载的电池模组内部电压采样线束走向不当。
3)当前动力电池特性决定,汽油着火点427℃,动力电池热失控温度200-220℃左右。2019年6月,欧阳明高教授在“2019中国(青海)锂产业与动力电池国际高峰论坛”上披露,其测试电池热失控起始温度T1约90℃、热失控触发温度T2约215℃、热失控最高温度T3可达900℃。
4)过度追求大容量,快充。高镍降低材料的热稳定性,快充增加单位时间产热量,皆会提高电池的热失控风险。
5)媒体对新事物更为关注,加深了消费者对电动汽车更容易发生安全事故的误解。以特斯拉为例,据美国消防协会披露,2003-2007年全美年平均28.7万起汽车火灾,按照2003年美国汽车保有量2.37亿台计算,燃油车着火概率1.2‰;特斯拉上市至今起火事故大约50起,到2018年底累计销量50万左右,起火概率0.1‰。美国NFPA和NHTSA多次表态,燃油汽车发生自燃概率是电动汽车的五倍。
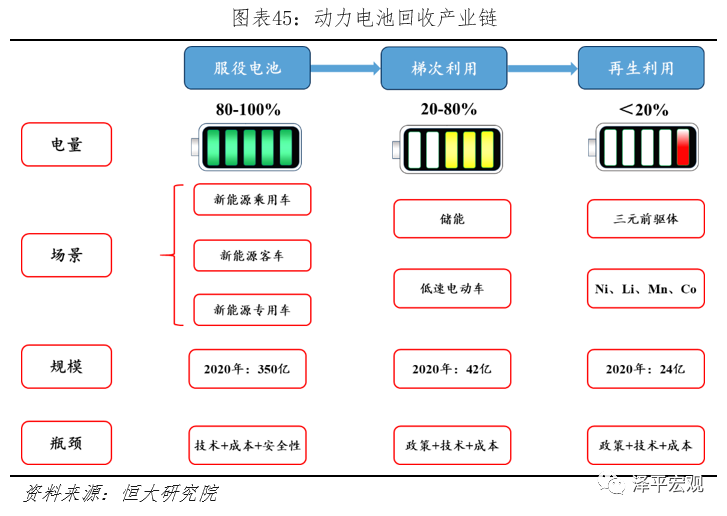
据中国汽车技术研究中心预测,至2020年我国动力电池累计退役量将达20万吨(约25GWh),至2025年累计退役量约78万吨(约116GWh),其中可进行梯次利用的约为55万吨,占总退役量70%。动力电池按照电量分为三个场景:1)服役状态,使用时间较短,实际容量衰减较轻,可达额定容量80%及以上;2)梯次利用,使用时间较长,实际容量衰减严重,在额定容量20-80%之间,仍具有使用价值,用于储能和低速电动车领域;3)再生利用,实际容量低于额定容量20%,使用价值低,安全隐患大,只能破碎再生回收贵金属。
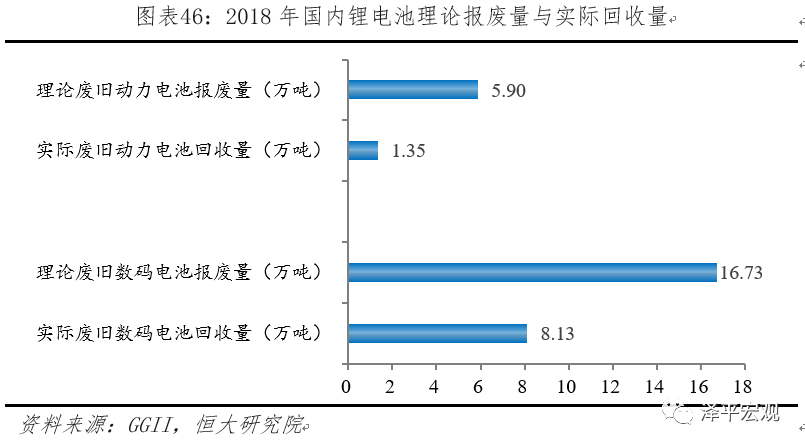
 目前动力电池回收率不到1/4。庞大的数量让退役动力电池的回收成为不可忽视的问题,如不能妥善处理,不仅会带来巨大的环境污染、安全隐患,还会导致镍、钴、锂等贵金属资源的大量浪费。对此,政府非常重视,仅2018年工信部就发布了4项动力电池回收相关政策,例如发布首批“动力电池回收白名单”。但是我国锂离子动力电池回收占比仍然较低。据GGII统计,2018年我国实现废旧动力电池回收1.35万吨,实际回收比只有22.9%。
目前动力电池回收率不到1/4。庞大的数量让退役动力电池的回收成为不可忽视的问题,如不能妥善处理,不仅会带来巨大的环境污染、安全隐患,还会导致镍、钴、锂等贵金属资源的大量浪费。对此,政府非常重视,仅2018年工信部就发布了4项动力电池回收相关政策,例如发布首批“动力电池回收白名单”。但是我国锂离子动力电池回收占比仍然较低。据GGII统计,2018年我国实现废旧动力电池回收1.35万吨,实际回收比只有22.9%。
 我们认为国内动力电池回收率低,主要原因有五个:
我们认为国内动力电池回收率低,主要原因有五个:1)政策约束力度不够,无激励、处罚措施。电池回收问题在铅酸电池时就存在,由于政策处罚力度不够,实际回收率也不高。但锂离子动力电池回收必要性要大得多,主要是因为:1)锂离子电池污染更严重,铅酸电池主要是硫酸和铅,而锂离子动力电池中的HF酸、有机气体污染更严重;2)锂离子电池回收价值更高,中国少镍缺钴,锂、镍、钴等金属价格昂贵,回收价值更大;3)锂离子电池安全隐患更大,锂离子动力电池容量更高有爆炸安全隐患,而铅酸电池没有。
2)回收体系混乱,责任和能力脱节。国家规定新能源车企承担动力电池回收主体责任,但是车企并没有回收技术能力,2018年发布的首批5家动力电池回收白名单,没有一家车企。
3)回收技术不达标,技术和渠道脱节。当前大量的废旧电池进入小作坊,小作坊由于没有环保监管,半手工拆卸,固定开支低,利润更高,所以其废旧电池报价更高,拿货更多;而拥有动力电池梯次利用、再生利用技术的大企业,渠道拿货并没有优势。
4)梯次利用市场空间没打开,动力电池梯次利用主要用于储能、低速电动车领域,这两个领域的电池,之前长期被铅酸电池占领,目前还在替换期。
5)回收利润低,回收意愿不强烈。退役动力电池型号多,无法流水线作业;量很不稳定,无法保证设备开工率;且早期多为LFP电池,回收价值低;再加上环保、Li等贵金属降价压力,回收企业利润率很低。回收龙头格林美2018年报披露,公司2018年电池材料毛利率只有22.01%。
更多阅读:
